
Steve Haw was a good engineer and important designer of many of the non-clay products. He championed the notion that the non-clay products could not be successfully produced in the unionized plant at Waynesburg. We leased a plant in Madison, Ohio, and moved the operation there. For several years the business grew, but not the profits. We went through several plant managers and even more employees. The work was hot and dirty. I finally instructed Steve to manage the Madison plant. He refused and I terminated him. Two years before, Steve had wanted to leave because all the ‘baggage’ from other operations, along with no money, inhibited the development of the non-clay business. I wanted him to stay and as an incentive, offered him ownership of the patent we had applied for, on a one-piece liner for cast iron hot tops, should the patent issue. The patent issued. We had a right to a license under the patent, so when I fired Steve, I had to decide if we wanted to be a licensee. I had a tip from a competitor that the patent was invalid and several days spent at the patent office in Alexandria, VA, confirmed the tip. I returned with a copy of a 30-year old patent covering the same invention. Steve agreed that the prior art patent made his invalid and he went on to a successful career with the B.F. Goodrich Company. Steve was right about the one-piece insert. Within a decade, using different materials, the one-piece insert was the standard of the hot top industry.
Author Archives: Colby
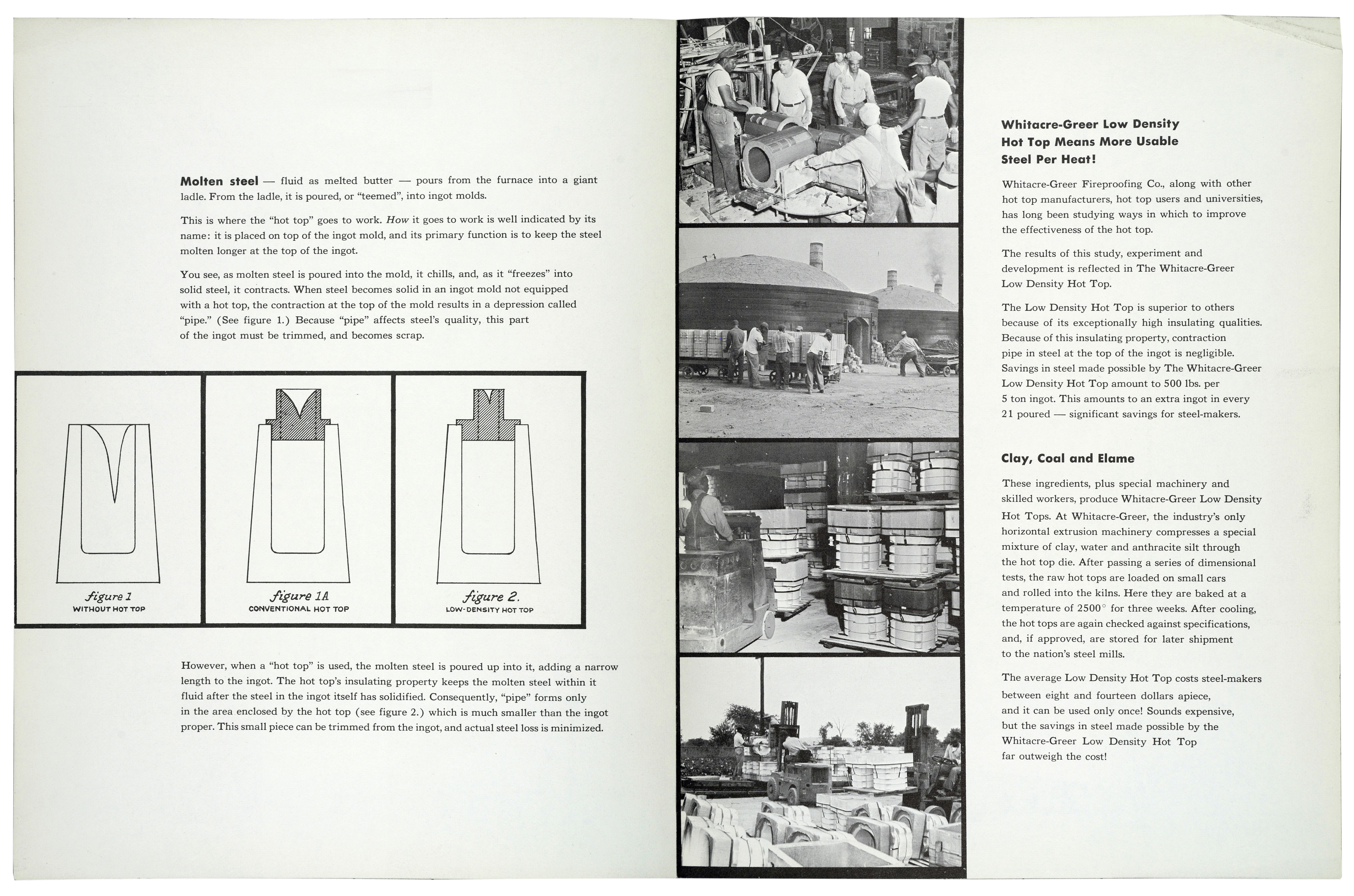
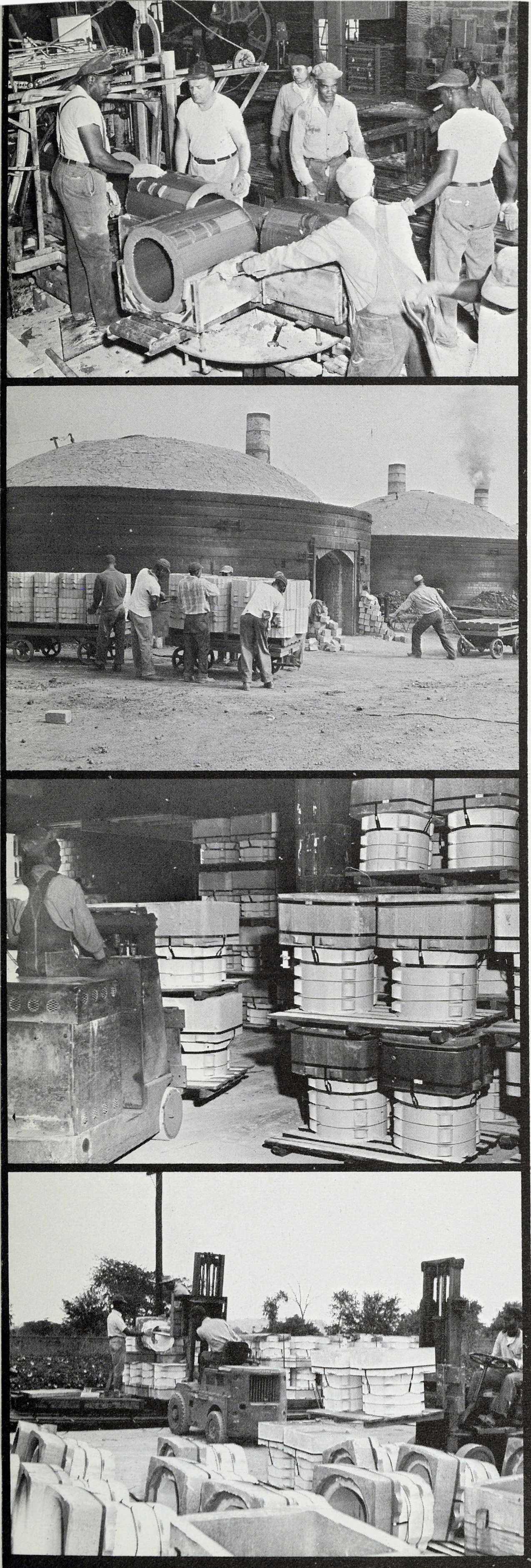
Exothermic Hot Tops… The Story Continues
Republic Steel had hired Dick Simmons, a bright metallurgist from MIT. Dick called me and requested a hot top for a consumable electrode mold. It was a new business for them and they wanted to run a trial ingot the following week. The mold extended several feet above the pouring platform and presented an extreme hazard if the hot top should leak or break and allow the molten steel to burn men working on the pouring platform. We worked oner the weekend designing and building the hot top with sheet steel. As delivered the first of the week, the design was an immediate success and the product quite profitable for WG. A decade later, I was visiting the melt shop and noticed the same design in use. Jesting, I remarked, “Continuous improvement programs should surely have improved this product in 10 years.”
Lining our insulating clay hot top with an exothermic lining developed another very successful product. This 5 percent volume hot top replaced 5 percent volume gas hot tops at Allegheny-Ludlum Steel Company. Bob Hobbler from WG and Mr. Hackett from Al-Lud worked together on the project. Later Mr. Hackett, a good friend of WG, died of cancer resulting from his work on the Manhattan Product (atomic bomb) during World War II. All the heroes were not in the armed forces.
Exothermic Hot Tops
We received a great assist in this work from Borden Chemical Company when we requested samples of various resin binders to form the exothermic into hot top shapes. Borden wanted to develop a resin for the growing exothermic hot top market. Again, the key was a resin that would not generate enough gas to boil the contained molten steel. Borden’s efforts to date had not been successful, but they kept supplying us with experimental batches of resin until we found one that worked. It all came together, exothermic and resin and within five years, we were doing in excess of $1 million sales with non-clay refractories, as we named this product line, and making some money at it. Borden also had a successful new product that it sold to the industry for many years. The result of this research also met our most important criteria, producing the product without much capital investment. In our process, we simply mixed the dry ingredients in a barrel mixer, poured them into a metal mold and heated at 500 degrees for a few minutes. The form was removed from the oven, hot top removed from the form, and packaged and shipped.
John’s story continues:
Accompanying the plunge in company fortunes from a peak to a valley, were people changes. John Dagenhard, our highly successful hot top salesman, no longer had competitive WG products to offer and accepted an offer from PMP, a growing exothermic hot top supplier. John moved to Pittsburgh and later continued his successful career with Foseco. John and I have remained friends until this day. Steve Haw replaced John, calling on steel plants with the mission of developing hot top products we could sell and make.
I championed the notion that we commission Battle Institute in Columbus to develop suitable exothermic hot top mixes for WG. Our board approved $25,000 for the project. Battle assured us they had great background in this technology and the project should be a simple one for them. Battle’s work can be kindly described as ineffective. When hot tops were lined with the Battle compounds and filled with molten steel, the gas generated by the reaction literally boiled the metal. Steel plant acceptance was based on a hot burning exothermic with no evolved gas disturbing the contained metal.
I was embarrassed and sent for patents of successful exothermic companies. We obtained several hundred samples of potential ingredients. Steve Haw, Jim Crowe and I spent many evenings of the next three months in the machine shop. We would make up mixes, about a tablespoon full, then heat the mix with a cutting torch and observe the burn rate, heat generated and gas evolved. (When my wife, Pauline, reviewed the manuscript, she observed, “You took my mixer from the kitchen, promised to replace it and never did!”) When 10 mixes with some promise were discovered, we would form glass size cylinders of the mixes and take them to Massillon Steel Castings and fill them with molten steel. After hundreds of these trials, we selected the most promising and lined some hot tops and took them to Republic Steel for evaluation. This time, we came up with some winners.
Negotiations
Earlier, I had received encouragement from “Rib” Meredith. Rib taught labor economics when I was at Case Tech. He also negotiated labor agreements as a consultant. After negotiating several labor agreements myself, I decided some help might be in order and contacted Rib. It turned out he had worked as a football coach at Waynesburg High School in the 1930s and had some knowledge of the people and situation. His first lesson, “Since you are the final authority, stay out of it until we bring you the possibilities and then make a decision.” Second lesson, “Be careful of your language, in the heat of the moment we tend to say if you don’t do this, I’ll do this and before you know it, you have painted yourself in a corner, requiring backing down or doing something you really didn’t want to do. However, once decided, say very carefully to the person that you are giving him a direct order and if he refuses, the consequences will be swift and final.”
I talked with Rib about the problems of my situation and problems of getting labor agreements in the future when the loss of the hot top business would continue to drag down employees’ earnings. Rib said, “There is still a lot of spirit in this town. You can go into any bar here and announce the town is a dump and you will have a fight on your hands. I believe the people will stick with you and you will succeed, but I know a good headhunter if you want to look around.” I talked with the headhunter and decided to stay and confront the problems I know about rather than unknown problems.
A few years later, the contract expired again. With no money, we had gotten agreements by granting such things as a pension plan, breaking a solid industry stand, and received in exchange a three-year labor contract with little front-end cost. However, as the years passed, it was apparent that our supervisors felt the union would back down if we took a firmer stand. As products and processes changed and with money tight, supervision and training of workers was more work and our people were frustrated. One of the issues this time was seniority. The issue in reality was a minor cost factor but for some reason, an aggravation to the supervisors. Rib Meredith and I discussed the matter driving home from a negotiating meeting. I said I couldn’t back down on this because I was losing the support of my supervisors. Rib said, “Seniority issues are generally strike issues, although resisting this provision is of no value to the company.” I replied that I knew it was a strike issue and of no importance to the company, except for the supervisors’ attitude. Rib said, “You realize that once they strike it usually takes six weeks for opposition to the strike to form and reach a settlement.” I said, “We had to take a strike.” Rib said, “That’s real leadership, but a hard way to do it.” After the strike had gone for three weeks, the supervisors were anxious to settle and get back to work. I said, “It may take a while but if you’re ready, I am.” In a few days, we worked out an agreement.
1963 John Jr Becomes President of WG
John Jr. elected president of WG:
By the end of 1961, the Copperweld account was gone and the financial results of 1962 unfortunately confirmed the accuracy of my report to the directors five years earlier. The annual meeting coming up in April coincided with the expiration of JB’s 25-year reign as controlling stockholder. However, I knew that JB and Art would continue to control and overturn any attempt to borrow money to repair the company situation. I had no interest in staying and taking care of the operation until the company went under. My father agreed to sell me his common stock for 5 cents per share, the face value, plus an employment agreement of $1,000 per month for life and after that, $500 per month for his wive, Mary, should she survive him. JB made this difficult and generous decision and I am sure he regretted it at times in the years ahead. I was more than willing to take my chances in persuading DD and Art Estep to go along with a survival and restoration plan. John Jr. was elected president at the annual meeting in 1963.
Although broke, the company had assets in the land it owned and no debt. My first trip was to our bank, Mellon Bank in Pittsburgh, for without a line of credit to operate on, we were finished. It was extremely fortunate that our banker was a young man from Washington State whose family owned a business there. I arrived in Pittsburgh for lunch and spent the afternoon reviewing our problems, opportunities and risks involved. He asked me to stay overnight and return in the morning. He told me the bank would support us, we had enough going for us that I should give it my best shot and he thought we would succeed. I was grateful for the support and returned to Waynesburg with the good news.
Profitable Hot Tops
John’s story continues:
However, there were signs that a fall could be in the future. Our good hot top customers, Timken for starters, were converting to a cast iron hot top with a refractory lining that could be used 20 times with the replacement of a simple bottom ring after each use. This was much less expensive than the one-use clay hot top. The permanent hot tops did require additional crane capacity to set and remove the hot tops, plus a hot top set up building. If the plant was busy, it wasn’t always timely to slow down to enlarge crane capacity and build a hot top shed. This constraint kept our hot top business from completely collapsing.
At Waynesburg, we last a fine employee and citizen in a plant accident when Pedro de la Cruz, a setter, tragically walked into an electric line carrying a light standard and was killed. Pedro’s son Chris was a young high school football player who went to Dartmouth College and became an attorney.
During the 1950s, our hot top ‘money machine’ produced profits in the hundreds of thousands of dollars. JB wanted to pay off the preferred stock arrearage that had accumulated since 1929. DD, Dan and John Jr., who had become board members for some years, urged caution due to the impending death of our breadwinner, the clay hot top business. My report to the board concluded that when Copperweld Steel, WG’s last high-volume, high-profit top top customer, converted to cast iron hot tops, WG would lose money at the rate of 10 percent on annual sales of $2 million. I recommended saving some cash to invest in a continuous kiln, which would enable face brick and ladle brick to be cost and quality competitive. At Waynesburg, the grinding and proportioning plant had been rebuilt into a very good continuous, low-cost facility capable of producing whatever complex mixes might be needed in the future.
The controlling stockholders rejected my opinion and used about $400,000 in cash to pay off the preferred arrearage. We lost the opportunity to turn Waynesburg into a competitive factory by adding a continuous kiln. In 1954, John B Jr. and Dan had purchased the stock of Helen Kilpatrick, daughter of RE Whitacre, the first president of the Whitacre Fireproofing Company. Although opposed to the dividend policy, I understood the dividends made it easy for us to pay for the stock.
Magnolia and Waynesburg Convert to Natural Gas
The Columbia Gas System was trying to expand its industrial customer base and agreed to lay a pipeline to the Magnolia plant, if we would pipe up the kilns and use the gas. We hired a contractor, Bill Staub, who hired certified welders from the gas companies to work weekends and in a few months, the 18 kilns were piped and converted from coal to gas. JB was skeptical, “You don’t know anything about gas firing and will blow yourselves up.” However, he let us go forward. The gas firing was more uniform then coal and produced a higher yield of good ware. Labor cost decreased, with no hand firing of coal or hand removal of the ashes. The following summer, we converted the Waynesburg plant from coal to gas. JB was right about the explosion potential. A decade later, I was at the main office when there was a large blast and the whole building shook. I knew what had happened immediately and with shaking hands, called the plant. A kiln had filled with gas before it was lit and exploded on lighting. Fortunately, no one was badly injured. The fireman who lit the kiln was near the kiln wall and the brick, which were blown outside the perimeter of the kiln, were blown beyond him.
During the 1950s, another windfall came to WG with the development of the Magnolia-East Canton oil field. Most Whitacre-Greer property was in this field and people wanting to lease besieged us. We took our time and held out for the right to buy the gas from the wells for 30 cents per thousand cubic feet (Mcf). As all gas from the wells in this field at the time was being flared, we were able to make the deal with Belden & Blake. After some years, we persuaded some investors to build pipelines, collect the gas and deliver the gas into our plants. The Morges Gas System came into being and supplied our plants with gas at an Mcf cost to us substantially below the Columbia gas prices. Additionally, the local gas contained 1,200 British thermal units (Btu) per cubic foot, compared with 1,000 Btu per cubic foot for the Columbia gas. Fewer cubic feet were required to burn each kiln. The natural gas find extended the life of the Magnolia and Waynesburg plants.
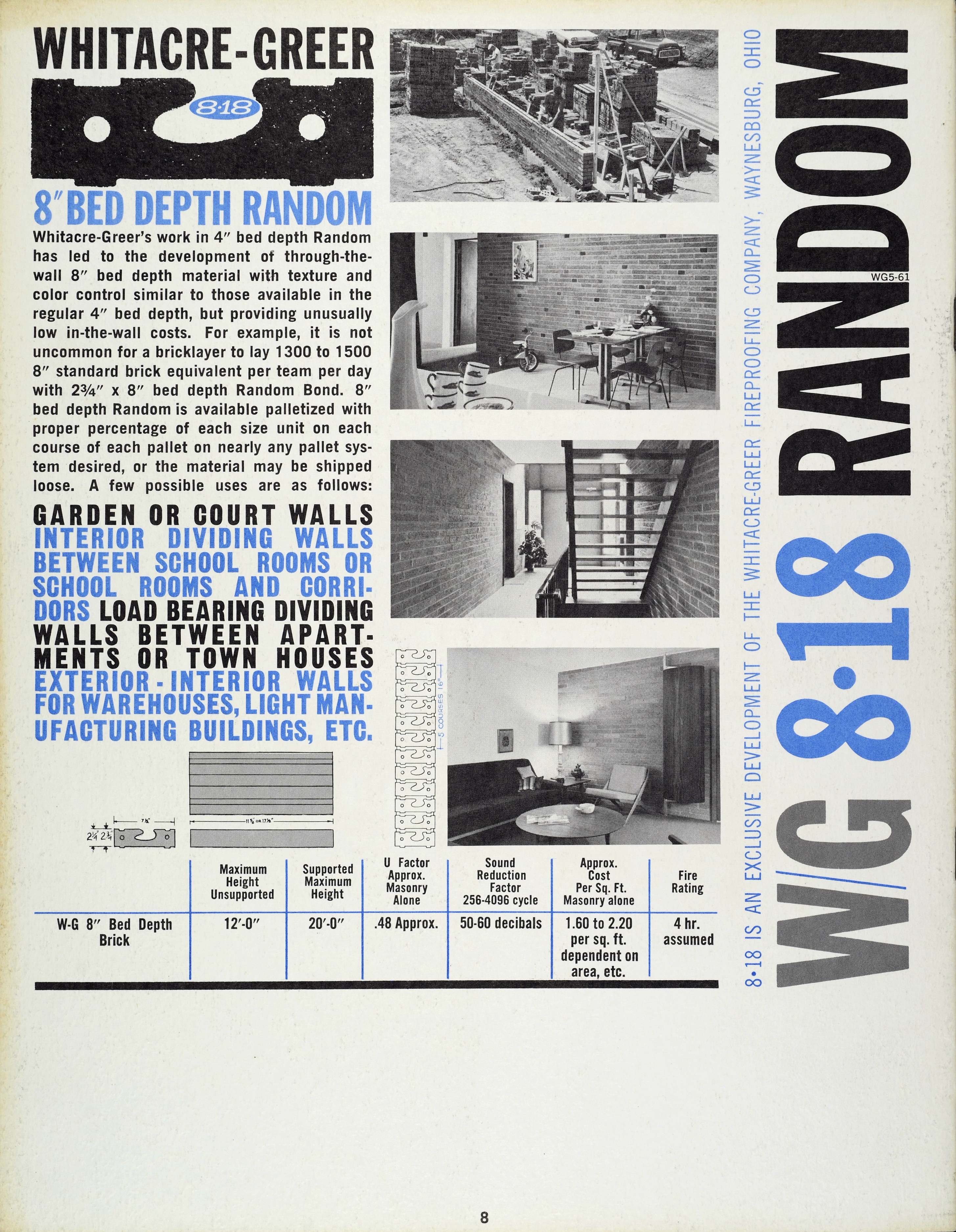
Architectural Face Brick – Random Bond
WG’s other products were struggling. Except for the hot top product, the 65 periodic kilns we were operating at Waynesburg and Magnolia were now obsolete, in terms of cost and quality, when compared with continuous kilns. Our face brick and ladle brick were high cost, low quality and low profit, when compared to continuous kiln competitors. The strong market for face brick, which had followed the war, was now back to normal and new, innovative products were needed to sell the production from the periodic kilns. Random bond length face brick and architectural paving brick were developed and sold for a higher price per pound than standard face brick. Flashing of the kilns for all architectural products was now standard and the variety of colors commanded a premium price.
The random bond business grew and when City of New York folks decided on random bond brick to line the concrete retaining walls beside the expressways, WG enjoyed a decade of selling millions of these units every year. Later, it was desired to use the same brick through tunnels, requiring glazed brick. Russell Dorf, our late technician with glaze experience, somehow developed a glaze that fit the local clays, a really outstanding achievement, in my opinion. We double fired the product in periodic kilns with such success that we ended up with many extra brick to sell after completion of the expressway orders.
Magnolia Face Brick Production
At Magnolia, where face brick were produced, George Skaggs resigned as plant manager to take a position managing brick plants in New York State. Jim Crowe was named plant manager. At Magnolia, the drawing crew constantly complained that the tractor driver who serviced them could not deliver the wages of material and scrap to the yard, unload the scrap while the lift unloaded the pallets, and get back to the kiln in time so they didn’t have to wait. I arrived at the plant one day when this issue was on the front burner. Coincidentally, a big man who had been seeking a job for months was outside the office. He had been a guest of the state for 15 years for his part in a killing. Our folks were hesitant about hiring him. Tired of the tractor driver issue, I escorted the man to the tractor, explained the job and the problem and asked if he could do the job. He replied, ‘Just watch me.” Somehow, wearing a little porkpie hat and smoking a cigar, he adjusted his 300 pound frame on the tractor and went to work. No more complaints for five years, until following an accident, Morris Nesby passed away unexpectedly.
